数控g71编程实例带图_数车编程G71实例讲解
老铁们大家好,我是你们的好朋友少白,最近找我学习数车编程的老铁们有点多,今天呢我就给大家来分享一组案例,希望能给大家带来一些帮助,
G71,G70 编程指令是数控车最常用,也是最方便的指令,一般零件的轮廓都可以用G71编程开粗程序,G70作为精加工程序,所以这两个指令也可以理解为兄弟指令。下面就举个简单的例子来解释下这两个指令的功能和用法
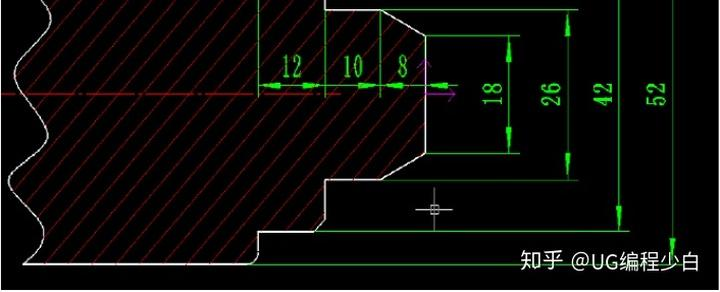
如上图是一个直径大于52mm的圆柱棒,要车削得到上图的零件。对于这样的零件手工编程用G71还是比较方便的。程序如下:
O00001:
G0 X99 Z99;
M3 S800 T0101;
G0 X60 Z2;
G71 U1.5 R0.5;
G71 P1 Q2 U0.5 W0.1 F150;
N1 G0 X0;
G1 Z0;
X18
X26 Z-8;
Z-18;
X38;
X42 Z-20;
Z-30;
X48;
G03 X53 Z-32 R2;
G1 Z-35;
N2 U1;
G0 X99 Z99 M05;
M0;
M03 S1400 T0101;
M08;
G0 X60 Z2;
G70 P1 Q2 F100;
G0 X99 Z99 M05;
M09
M30;
程序的详细解释如下:
G0 X99 Z99;——刀具的安全位置
M3 S800 T010;——启动株洲,转速800转每秒,和启动刀具号及刀补号
M08;——下刀位置
G71 U1.5 R0.5;——U1.5指直径方向每次切深1.5mm,R0.5指每一层切完刀退出0.5mm
你们的关注与点赞就是我更新的动力,么么哒